Initial-rolling Crown Gear Coupling For Large Hot-rolling Mill
Rokee is a well-known Initial-rolling Crown Gear Coupling supplier from china, the page show cases of Initial-rolling Crown Gear Coupling For Large Hot-rolling Mill, provide customized services based on user's drawings, and supporting exports.
The heavy-duty transmission system constitutes the core operational foundation of large hot-rolling mills, where the initial rolling stage endures the most extreme mechanical and environmental loads throughout the entire rolling production process. The initial-rolling crown gear coupling serves as an indispensable transmission component in this critical stage, undertaking the task of stably transmitting massive torque between driving motors and rolling rollers while adapting to the complex and harsh operating conditions unique to hot rolling production. Unlike conventional straight gear couplings, the crown-shaped tooth profile endows this coupling with superior displacement compensation capability and uniform load distribution performance, which effectively addresses the axis deviation and vibration interference generated during the continuous operation of large hot-rolling mills. In high-temperature, high-load, and high-impact working environments, the structural rationality and operational stability of initial-rolling crown gear couplings directly determine the operating efficiency, equipment service life, and production continuity of the entire hot-rolling production line. This paper comprehensively analyzes the structural characteristics, working mechanism, performance advantages, engineering application adaptability, wear failure forms and optimization improvement directions of initial-rolling crown gear couplings for large hot-rolling mills, aiming to provide systematic theoretical reference for the structural optimization and engineering application of heavy-duty gear couplings in metallurgical rolling equipment.

Large hot-rolling mills are mainly used for the rolling processing of metal blanks, and the initial rolling process is responsible for crushing and preliminary shaping of raw metal materials. During this process, the metal blank has high hardness and poor ductility, requiring the rolling mill to provide enormous rolling pressure and driving torque. The internal transmission structure of the rolling mill will produce continuous mechanical vibration and instantaneous impact load due to the resistance of metal deformation. Meanwhile, the high-temperature radiation generated by hot metal blanks and the dust and oxide scale splashed in the production environment will continuously erode the transmission components. Conventional connecting transmission components are prone to problems such as tooth surface abrasion, structural deformation and transmission jamming under such comprehensive working conditions, which cannot meet the long-term stable operation requirements of initial rolling procedures. The initial-rolling crown gear coupling is specially optimized for the extreme working conditions of the initial rolling stage. Its unique crown tooth structure breaks through the limitations of traditional gear couplings in displacement compensation and impact resistance, realizing efficient and stable power transmission under complex working conditions, and gradually becoming the mainstream matching transmission component of large-scale hot-rolling mill initial rolling units.
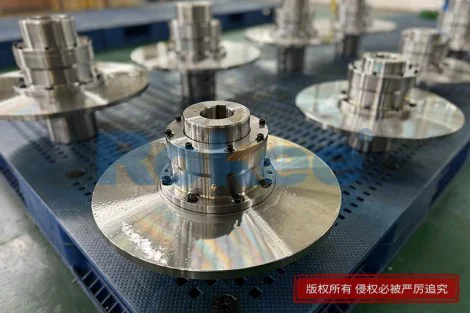
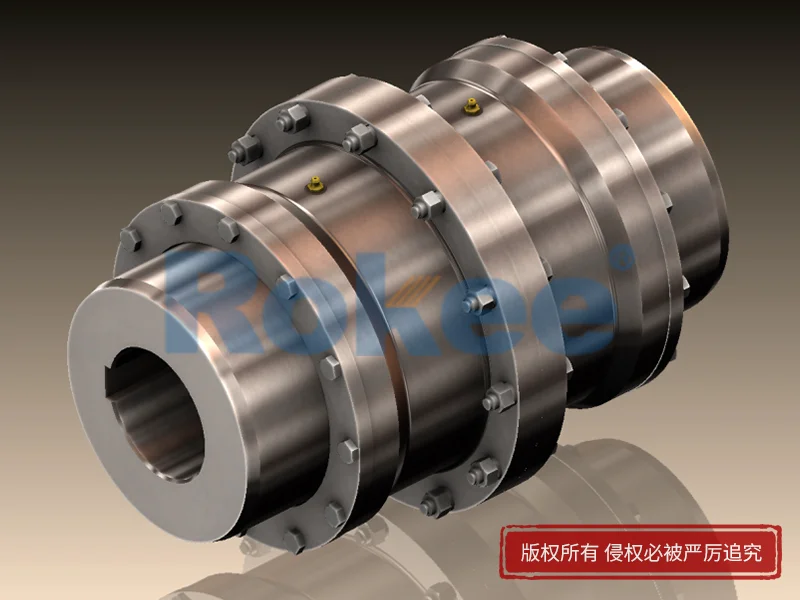
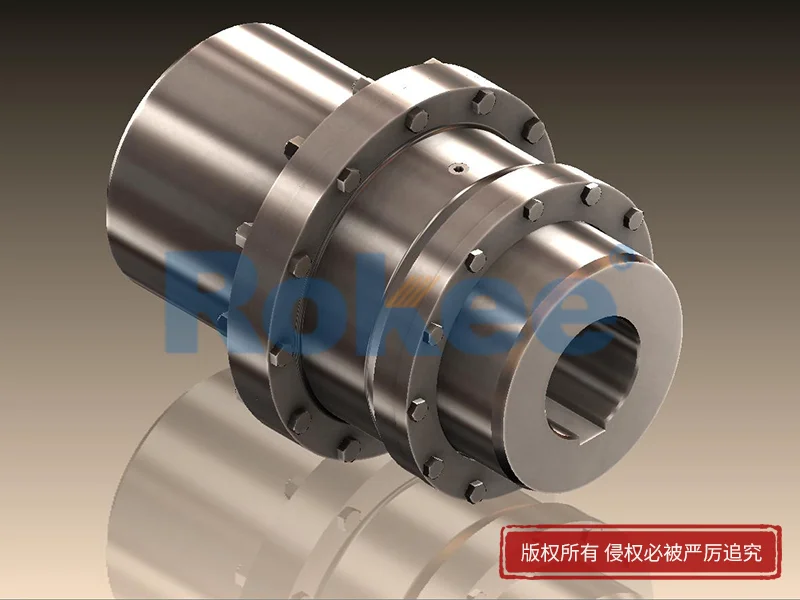
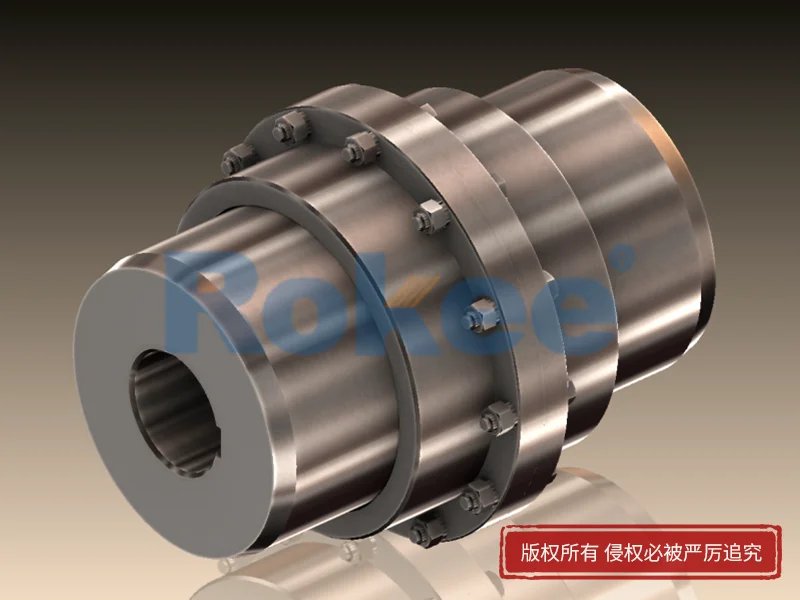
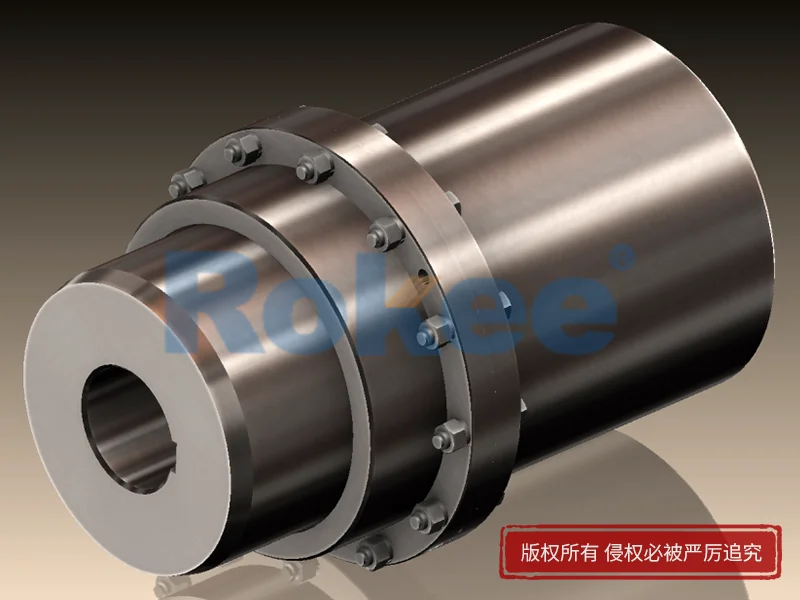
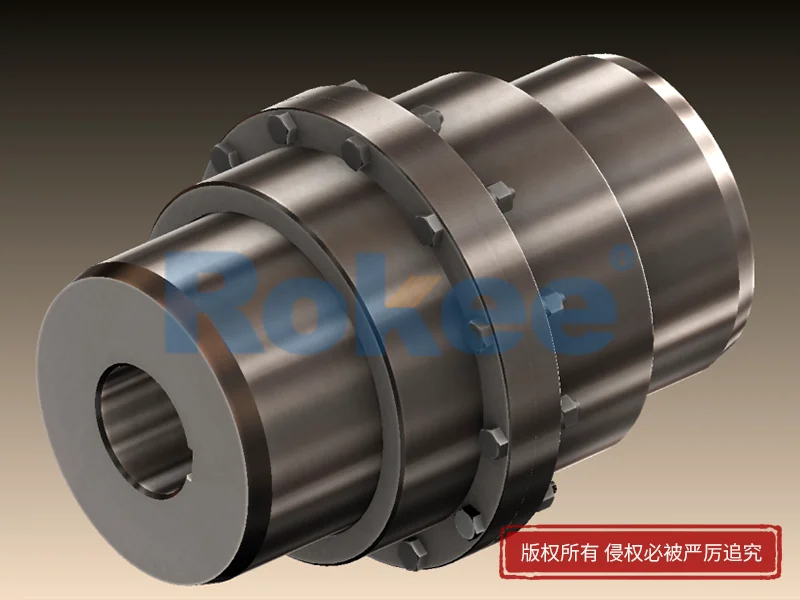
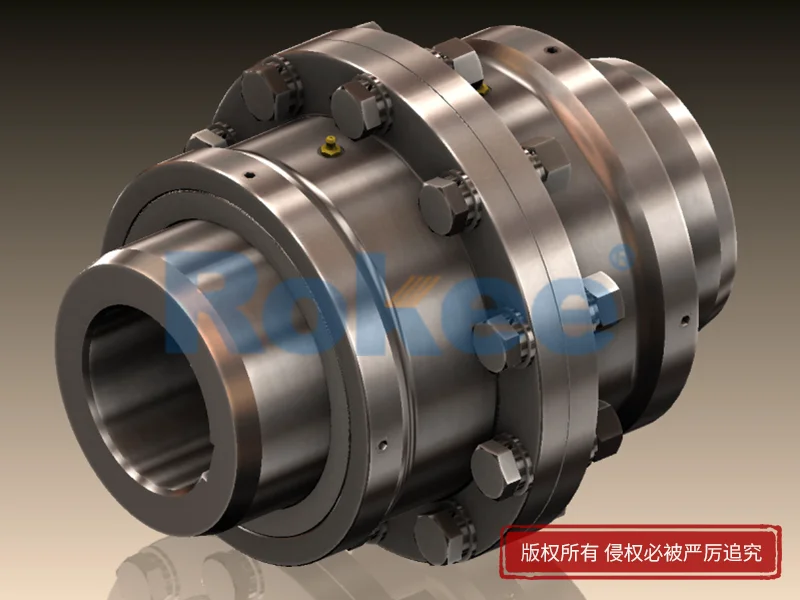
The basic structure of the initial-rolling crown gear coupling follows the classic combination form of inner gear ring and outer gear sleeve, and each component is optimized in structural size and surface processing technology to adapt to heavy-load rolling conditions. The overall structure is mainly composed of two half-couplings, inner gear rings, outer gear sleeves, sealing assemblies and lubrication cavities. The outer gear teeth distributed on the outer circumference of the outer gear sleeve are processed into a smooth crown shape along the axial direction, which is the core structural feature distinguishing crown gear couplings from ordinary straight gear couplings. The tooth top and tooth side of the outer gear adopt circular arc transition polishing treatment, which reduces the stress concentration at the tooth root and improves the flexibility of meshing contact. The inner gear ring is equipped with straight tooth structures matching the crown outer gears, and the tooth width of the inner gear is reasonably enlarged to ensure that the meshing contact area between internal and external gears can be maintained stably when axis deviation occurs. The half-coupling connected with the transmission shaft adopts an integrated forging structure, which eliminates the structural instability caused by assembly gaps and enhances the overall rigidity of the coupling. The internal lubrication cavity is reserved inside the coupling, and the closed sealing structure is matched to isolate external dust, oxide scale and high-temperature humid air, so as to avoid the corrosion and abrasion of meshing gear teeth caused by environmental impurities.
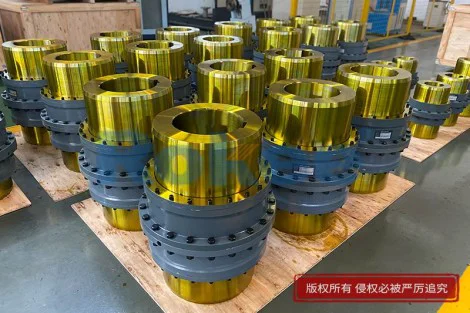
In terms of material selection, all load-bearing components of the initial-rolling crown gear coupling adopt high-strength alloy structural steel with excellent mechanical properties. After strict heat treatment processes including quenching and tempering, the material obtains uniform internal metallographic structure, which significantly improves tensile strength, yield toughness and surface hardness. The gear tooth surface is subjected to secondary surface hardening treatment to enhance wear resistance and high-temperature fatigue resistance, ensuring that the gear teeth will not suffer from rapid abrasion or plastic deformation under long-term high-load meshing conditions. The sealing components are made of high-temperature resistant elastic polymer materials, which can maintain stable sealing performance under the continuous high-temperature radiation environment of hot rolling mills, avoiding the aging and deformation of ordinary sealing materials that leads to lubricant leakage. The scientific matching of materials enables the coupling to maintain stable mechanical properties in the temperature fluctuation range caused by hot rolling production, and reduces the performance attenuation amplitude under extreme working conditions.
The power transmission principle of the initial-rolling crown gear coupling is based on the meshing cooperation between crown outer gears and straight inner gears. During the operation of the hot-rolling mill, the driving torque output by the power device is transmitted to the half-coupling on the driving side, and the torque is evenly transmitted to the meshed inner gear ring through the crown outer gears. Then the inner gear ring drives the driven-side half-coupling to rotate synchronously, realizing the torque transmission between the driving shaft and the driven shaft. The crown-shaped structural design of the outer gears enables each meshed gear pair to keep an optimal contact state when radial displacement, angular deflection and axial deviation occur between the two connected shafts. When the rolling mill is started, stopped or subjected to instantaneous rolling impact, the tiny relative sliding between the crown gear teeth and the inner gear teeth can buffer the instantaneous impact load, convert part of the impact mechanical energy into friction energy consumption, and reduce the vibration amplitude of the transmission system. Different from the rigid meshing of straight gear couplings, the flexible meshing form of crown gears optimizes the load distribution of each gear pair, avoids the local overload abrasion of individual gear teeth, and effectively prolongs the overall service life of the coupling.
In the initial rolling stage of large hot-rolling mills, the installation deviation of transmission shafts and the structural deformation of equipment supports under long-term load will cause different degrees of axis misalignment between connecting shafts. The initial-rolling crown gear coupling has excellent multi-directional displacement compensation capability to adapt to this common engineering problem. The reasonable tooth side gap and arc tooth surface structure allow the coupling to bear a certain range of angular deflection without generating excessive meshing stress. The enlarged matching gap between the outer gear sleeve and the inner gear ring also provides a certain axial displacement space, which can adapt to the axial telescopic deformation of the transmission shaft caused by temperature changes in high-temperature environments. This reliable displacement compensation performance avoids the additional bending stress generated on the transmission shaft due to axis deviation, reduces the vibration and noise of the transmission system during high-speed operation, and ensures the smooth transmission of power in the initial rolling process. Compared with ordinary gear couplings, its allowable angular displacement is increased significantly, and the adaptation range of installation and operation deviation is broader.
The complex working environment of large hot-rolling mills puts forward strict requirements on the wear resistance and stability of transmission components, and the initial-rolling crown gear coupling shows outstanding environmental adaptability in actual production. During the initial rolling process, a large amount of metal oxide scale and industrial dust will be generated, and the closed sealing structure of the coupling can effectively block these hard impurities from entering the meshing area of gear teeth. The internal lubrication cavity is filled with high-viscosity high-temperature resistant lubricating grease, which forms a uniform lubricating oil film on the gear tooth contact surface during operation. This oil film not only reduces the friction coefficient between meshing gear teeth and lowers mechanical wear, but also plays a role in heat conduction and heat dissipation, taking away part of the friction heat and high-temperature radiation heat accumulated inside the coupling. Under the combined effect of sealing structure and lubricating system, the coupling can avoid dry friction and corrosion wear in harsh environments, maintaining stable transmission efficiency for a long time. The transmission efficiency of the optimized crown gear coupling remains at a high level under rated working conditions, and the power loss caused by mechanical friction is extremely low.
In the long-term continuous operation of large hot-rolling mills, the initial-rolling crown gear coupling will inevitably suffer from different forms of fatigue damage and wear failure due to sustained heavy load and alternating stress. The most common failure forms include tooth surface fatigue pitting, abrasive wear and tooth root fatigue fracture. Fatigue pitting is mainly caused by the repeated alternating contact stress on the gear tooth surface. Tiny fatigue cracks are generated inside the metal surface, and gradually expand to form peeling pits under the action of lubricating oil pressure. Abrasive wear usually occurs when the sealing performance decreases and external impurities invade the meshing gap, and hard oxide scale scratches the tooth surface to form uniform wear marks. Tooth root fracture is mostly caused by excessive instantaneous impact load, which leads to stress concentration at the tooth root and expands internal cracks until structural fracture occurs. These failure forms will lead to reduced transmission accuracy, increased vibration and noise, and even sudden shutdown of the rolling mill in severe cases. Therefore, analyzing the failure mechanism is of great significance for optimizing the structural design and daily maintenance of couplings.
Aiming at the common failure problems of initial-rolling crown gear couplings in hot rolling working conditions, multiple optimization improvement measures have been summarized in engineering applications. In terms of structural design, the transition fillet of the gear root is enlarged to smooth the stress transfer path and reduce the stress concentration coefficient of the gear root. The crown curvature of the outer gear is precisely optimized through simulation calculation, so that the load distribution of each gear pair is more uniform during meshing, and the local overload phenomenon is eliminated. In terms of processing technology, precision machining equipment is used to improve the surface smoothness of gear teeth, reduce the microscopic friction resistance of meshing surfaces, and enhance the adhesion stability of lubricating oil films. In terms of material modification, trace alloy elements are added to the alloy steel matrix to improve the high-temperature oxidation resistance and fatigue resistance of the material, so as to adapt to the long-term high-temperature working environment of hot rolling mills. In addition, the sealing structure is optimized by adopting multi-layer combined sealing components to improve the dust-proof and anti-leakage performance, further reducing the probability of impurity invasion and lubricant deterioration.
The daily maintenance and scientific management of initial-rolling crown gear couplings are key links to ensure the long-term stable operation of large hot-rolling mills. In the daily production process, regular visual inspection should be carried out to observe whether there is grease leakage, surface corrosion and abnormal deformation of the coupling. The vibration and noise parameters of the coupling during operation are monitored in real time, and abnormal vibration signals are analyzed to judge whether there is gear tooth wear or meshing deviation. Regular replacement and replenishment of high-temperature resistant lubricating grease are required to ensure the sufficiency and purity of internal lubricants and avoid lubricant failure caused by high-temperature aging. During the shutdown maintenance period, the sealing assembly shall be disassembled and inspected, and the aging and deformed sealing parts shall be replaced in a timely manner. The meshing gap of gear teeth is measured with professional measuring tools, and the installation position is adjusted to eliminate axis deviation generated by equipment aging. Scientific maintenance management can effectively delay the wear and aging speed of couplings, reduce the frequency of unexpected failures, and lower the overall operation and maintenance cost of rolling mills.
With the continuous upgrading of large-scale metallurgical hot rolling equipment towards high power, high automation and high continuity, the performance requirements for initial-rolling transmission couplings are constantly improving. The future development direction of initial-rolling crown gear couplings focuses on lightweight structure, intelligent monitoring and high-performance customization. On the premise of ensuring structural rigidity and load-bearing capacity, the overall structural size is optimized to reduce the self-weight of components and lower the additional energy consumption of transmission. Intelligent sensing elements are embedded inside the coupling to realize real-time collection of operating parameters such as temperature, vibration and stress, providing data support for predictive maintenance. Combined with the actual working condition characteristics of different types of hot-rolling mills, personalized optimization design is carried out for tooth profile parameters, material hardness and sealing forms to improve the matching degree between couplings and rolling equipment. In addition, with the development of new wear-resistant and high-temperature resistant materials, the comprehensive service performance of crown gear couplings will be further improved to adapt to the more stringent heavy-duty production working conditions.
In conclusion, the initial-rolling crown gear coupling, as a core heavy-duty transmission component of large hot-rolling mills, has irreplaceable application value in the initial rolling production link. Its unique crown tooth structure, reliable displacement compensation performance, excellent environmental adaptability and stable heavy-load transmission capacity effectively solve various transmission problems faced by hot rolling equipment under high-temperature and high-impact working conditions. Through reasonable material selection, scientific structural optimization and standardized daily maintenance, the service life of the coupling can be significantly prolonged, and the operating stability and production efficiency of hot-rolling mills can be improved. With the continuous progress of metallurgical machinery manufacturing technology, the structural design and processing technology of initial-rolling crown gear couplings will be continuously optimized, which will provide more solid technical support for the efficient, stable and low-consumption operation of large hot-rolling production lines, and promote the steady development of the metallurgical rolling industry towards high-quality and high-efficiency production.
With excellent quality, we have been continuously providing many coupling products of various categories and uses complying with multiple standards and a full range of services, from the product selection to final installation and operation, for the industry fields of ferrous metallurgy, nuclear power, gas turbine, wind power, ropeway construction, lifting transportation, general equipment, etc.
pu sandwich panel line,pu sandwich panel machine,sandwich panel machine
« Initial-rolling Crown Gear Coupling For Large Hot-rolling Mill » Latest Update Date: May 21, 2026
Products
![GICL Crown Gear Coupling]() GICL Crown Gear Coupling
GICL Crown Gear Coupling![GICLZ Crown Gear Coupling]() GICLZ Crown Gear Coupling
GICLZ Crown Gear Coupling![GIICL Crown Gear Coupling]() GIICL Crown Gear Coupling
GIICL Crown Gear Coupling![GIICLZ Crown Gear Coupling]() GIICLZ Crown Gear Coupling
GIICLZ Crown Gear Coupling![GCLD Crown Gear Coupling]() GCLD Crown Gear Coupling
GCLD Crown Gear Coupling![NGCL Crown Gear Coupling]() NGCL Crown Gear Coupling
NGCL Crown Gear Coupling![NGCLZ Crown Gear Coupling]() NGCLZ Crown Gear Coupling
NGCLZ Crown Gear Coupling![WG Crown Gear Coupling]() WG Crown Gear Coupling
WG Crown Gear Coupling![WGZ Crown Gear Coupling]() WGZ Crown Gear Coupling
WGZ Crown Gear Coupling![WGP Crown Gear Coupling]() WGP Crown Gear Coupling
WGP Crown Gear Coupling![WGT Crown Gear Coupling]() WGT Crown Gear Coupling
WGT Crown Gear Coupling![WGC Crown Gear Coupling]() WGC Crown Gear Coupling
WGC Crown Gear Coupling![WGJ Crown Gear Coupling]() WGJ Crown Gear Coupling
WGJ Crown Gear Coupling


Other Cases
![Gear Type Coupling With Brake Disc]() Gear Type Coupling With Brake Disc
Gear Type Coupling With Brake Disc![GIICL Curved Tooth Gear Coupling]() GIICL Curved Tooth Gear Coupling
GIICL Curved Tooth Gear Coupling![Drum Gear Coupling With Intermediate Tube]() Drum Gear Coupling With Intermediate Tube
Drum Gear Coupling With Intermediate Tube![Large Crown Gear Coupling]() Large Crown Gear Coupling
Large Crown Gear Coupling![Tooth Coupling With Intermediate Shaft]() Tooth Coupling With Intermediate Shaft
Tooth Coupling With Intermediate Shaft![Crown Gear Coupling With Intermediate Shaft]() Crown Gear Coupling With Intermediate Shaft
Crown Gear Coupling With Intermediate Shaft![Drum Gear Coupling With Intermediate Shaft]() Drum Gear Coupling With Intermediate Shaft
Drum Gear Coupling With Intermediate Shaft![Elastic Block Toothed Coupling]() Elastic Block Toothed Coupling
Elastic Block Toothed Coupling![High Speed Drum Gear Coupling Exported To Europe]() High Speed Drum Gear Coupling Exported To Europe
High Speed Drum Gear Coupling Exported To Europe